
თბოშემცირების საიზოლაციო მილები

განაცხადი
1.გამოიყენება 36კვ-მდე საშუალო ძაბვისთვის
2.დაცვა ტენისა და წნევისგან
3.გამოიყენება კაბელის შეწყვეტისთვის და შუალედური დამაკავშირებელი საიზოლაციო დაცვისთვის
ფუნქცია
1. ცხელი დნობის წებო უზრუნველყოფს უკეთეს წყალგამძლეობას
2.საფარის ტიპი:ფილის საფარი
3. შესანიშნავი კოროზიის წინააღმდეგობა
4.UV წინააღმდეგობა და ამინდის წინააღმდეგობა
5.ჰალოგენისგან თავისუფალი
6.უმაღლესი ელექტრო და მექანიკური თვისებები
7.შემცირების თანაფარდობა 3:1
8.საშუალო კედელი
ფუნქცია
1.სასურველი ელექტრომოწყობილობის ფუნქცია
2.სანდო იზოლაცია
3.უმაღლესი ჰერმეტული დალუქვა
4. შესანიშნავი სითბოს / სიცივის საწინააღმდეგო, წყალგაუმტარი, დაბერების საწინააღმდეგო,
5. ფართოდ გამოიყენება ელექტროენერგიის, ელექტრონული, ნავთობის, ქიმიური ინჟინერიის, სამშენებლო და კომუნიკაციის სფეროში
თბოშეკუმშვადი მილების წარმოებამ ჯერ უნდა შეარჩიოს შესაბამისი მასტერბეჩი და შემდეგ შეარჩიოს დამხმარე მასალები სპეციფიკური წარმოებისთვის.
თერმული კორპუსის გარსაცმები.
1. თბოშეკუმშვადი მილის წარმოების პროცესი, პირველ რიგში, არის პოლიენის ლეიჩის მასტერბეჩის წარმოება: სხვადასხვა პოლიენური ლეჩის ბაზის მასალების შერწყმა სხვადასხვა ფუნქციურ დამხმარე მასალებთან.
მასალები იწონება ფორმულის თანაფარდობის მიხედვით და შემდეგ ურევენ: შერეული მასალები მოთავსებულია ორხრახნიან ექსტრუდერში და გრანულები ხდება პოლიენური ლეჩის ფუნქციური მასტერბეჩის მისაღებად.
2. პროდუქტის ჩამოსხმის პროცესი: პროდუქტის ფორმის მიხედვით, შეიძლება გამოყენებულ იქნას ერთი ხრახნიანი ექსტრუზიის და ინექციური ჩამოსხმის ორი მეთოდი.
გადამუშავებისა და წარმოებისთვის:
1. ერთი ხრახნიანი ექსტრუზიის ტიპი: ძირითადად გამოიყენება გამათბობელი მილების ექსტრუზიული ჩამოსხმისთვის, როგორიცაა ერთკედლიანი თბოშეკუმშვადი მილები, ორკედლიანი თბოშეკუმშვადი მილები წებოთი და საშუალო სისქით.
კედლის გამათბობელი მილები, მაღალი წნევის ავტობუსური გამათბობელი მილები, მაღალი ტემპერატურის თბოშეკუმშვადი მილები და სხვა პროდუქტები დამუშავებულია და ყალიბდება ერთი ხრახნიანი ექსტრუზიით.
თბოშეკუმშვადი მილების წარმოების ხაზს უნდა ჰქონდეს შემდეგი აღჭურვილობა: ექსტრუდერი (თბოგამტარი მილის ფორმირება), წარმოების ფორმა, გაგრილების წყლის ავზი, დაჭიმვის მოწყობილობა და
დისკის მოწყობილობა და ა.შ.
2. საინექციო ჩამოსხმა: ძირითადად გამოიყენება თბოშეკუმშვადი სპეციალური ფორმის ნაწილების წარმოებისთვის, როგორიცაა თბოგამტარი ქუდები, თბოშეკუმშვადი ქოლგის კალთები, თბოშეკუმშვადი თითების საწოლი და სხვა პროდუქტები.
ისინი ყველა იყენებენ საინექციო ჩამოსხმას და წარმოების აღჭურვილობა უნდა შეიცავდეს საინექციო ჩამოსხმის მანქანებსა და საინექციო ფორმებს.
3. შემდეგი მნიშვნელოვანი ნაბიჯი არის რადიაციული ჯვარედინი კავშირი.ექსტრუზიის ან ინექციური ჩამოსხმის შედეგად წარმოქმნილი პროდუქტები კვლავ ხაზოვანი მოლეკულური სტრუქტურებია.
სტრუქტურას, პროდუქტს ჯერ არ აქვს "მეხსიერების ფუნქცია" და არ არის საკმარისი ტემპერატურის წინააღმდეგობის, დაბერების წინააღმდეგობის და აცვიათ წინააღმდეგობის შესრულება.
შეცვალეთ პროდუქტის მოლეკულური სტრუქტურა.მეთოდი, რომელსაც ჩვენ ჩვეულებრივ ვიყენებთ, არის რადიაციული ჯვარედინი მოდიფიკაცია: ელექტრონის ამაჩქარებლის რადიაციის ჯვარედინი კავშირი, კობალტის წყაროს გამოსხივება
ჯვარედინი, პეროქსიდის ქიმიური ჯვარედინი კავშირი, ამ დროს მოლეკულა იცვლება ხაზოვანი მოლეკულური სტრუქტურიდან ქსელურ სტრუქტურაში.წნეხილი პროდუქტები გადის
ჯვარედინი დაკავშირების შემდეგ, მას აქვს "მეხსიერების ეფექტი", რომელიც მნიშვნელოვნად აძლიერებს ტემპერატურის წინააღმდეგობას, მექანიკურ თვისებებს და თბოშეკუმშვადი მილის ქიმიურ თვისებებს.კონკრეტული ცხრილი
ახლა გამათბობელი მილი შეიცვალა ტოლერანტობის მდგომარეობიდან შეუთავსებლობამდე, დაბერების წინააღმდეგობამდე, აბრაზიასთან და ქიმიურ კოროზიის წინააღმდეგობამდე.
4. გაფართოების ჩამოსხმა: რადიაციული ჯვარედინი კავშირით მოდიფიცირებულ პროდუქტს უკვე აქვს „ფორმის მეხსიერების ეფექტი“ და მას აქვს მაღალი
არადნობის მოქმედება ტემპერატურის პირობებში.მაღალ ტემპერატურაზე გაცხელების, ვაკუუმური აფეთქების და გაგრილების შემდეგ ხდება მზა თბოშეკუმშვადი მილი, შემდეგ კი მილის მიხედვით
მზა პროდუქტის შეფუთვისა და დახურვის ფაქტობრივი მდგომარეობა ასევე შეიძლება დაიჭრას და დაიბეჭდოს მომხმარებლის საჭიროებების შესაბამისად.ასევე ხელმისაწვდომია ნეიტრალური ნორმალური შეფუთვა.
Შესრულება
| ტესტი | Ტესტირების მეთოდი | მოთხოვნა |
| Ოპერაციული ტემპერატურა | UL 224 | -50-დან +125 ℃-მდე |
| დაჭიმვის სიმტკიცე | ASTM D 2671 | ≥14 მპა |
| დრეკადობა შესვენებისას | ASTM D 2671 | (400% |
| დრეკადობა შესვენების დროს თერმული დაბერების შემდეგ | ASTM D 2671 158℃/168 სთ | ≥300% |
| გრძივი შეკუმშვა | UL 224 | 0±5% |
| კედლის ნაწილობრივი მაჩვენებელი | ASTM D 2671 | <30% |
| ცეცხლგამძლეობა | VW-1 | საშვი |
| მოცულობის წინააღმდეგობა | IEC 93 | > 1014Ω.მ |
| სპილენძის სტაბილურობა | UL224 | საშვი |
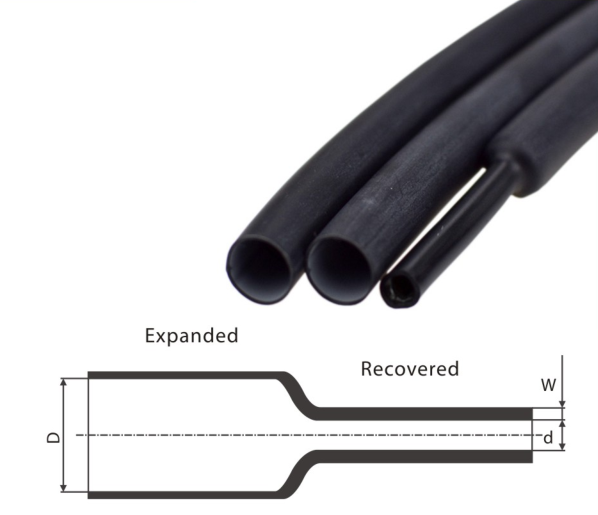
| ტიპი | განაცხადის დიამეტრის დიაპაზონი (მმ) | გაფართოებული (მმ) | აღდგენილი (მმ) | |
| D (წთ) | d (მაქს) | W (წთ) | ||
| RSG-15/5 | 4.5-8 | 15 | 5 | 1.5 |
| RSG-20/8 | 6.5-14 | 20 | 8 | 1.8 |
| RSG-28/10 | 12-18 | 28 | 10 | 1.8 |
| RSG-35/14 | 17-27 | 35 | 14 | 2 |
| WRSG10-28/10 | 6.5-14 | 28 | 10 | 2.2 |
| WRSG10-34/14 | 17-27 | 34 | 14 | 2.3 |
| WRSG10-40/18 | 17-30 | 40 | 18 | 2.5 |
| WRSG10-50/20 | 17-35 | 50 | 20 | 2.5 |
| WRSG35-50/20 | 17-35 | 50 | 20 | 3 |
| WRSG35-60/22 | 21-45 | 60 | 22 | 3 |
| WRSG35-70/25 | 24-52 | 70 | 25 | 3 |





